 Deutsch
Deutsch Français
Français English
English
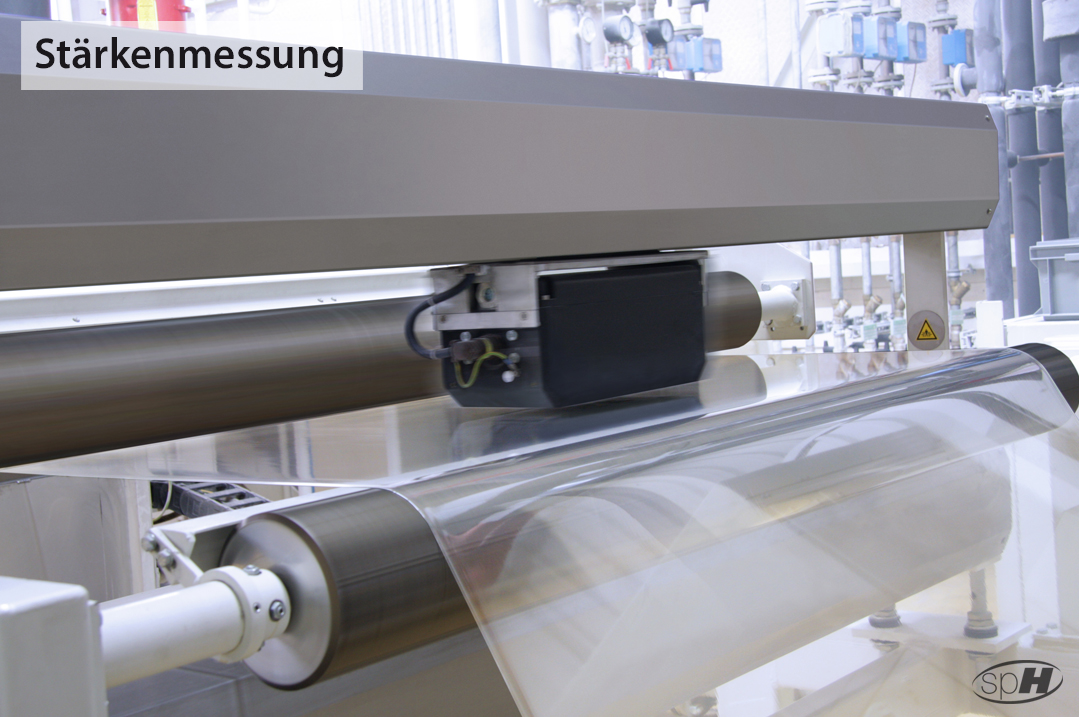

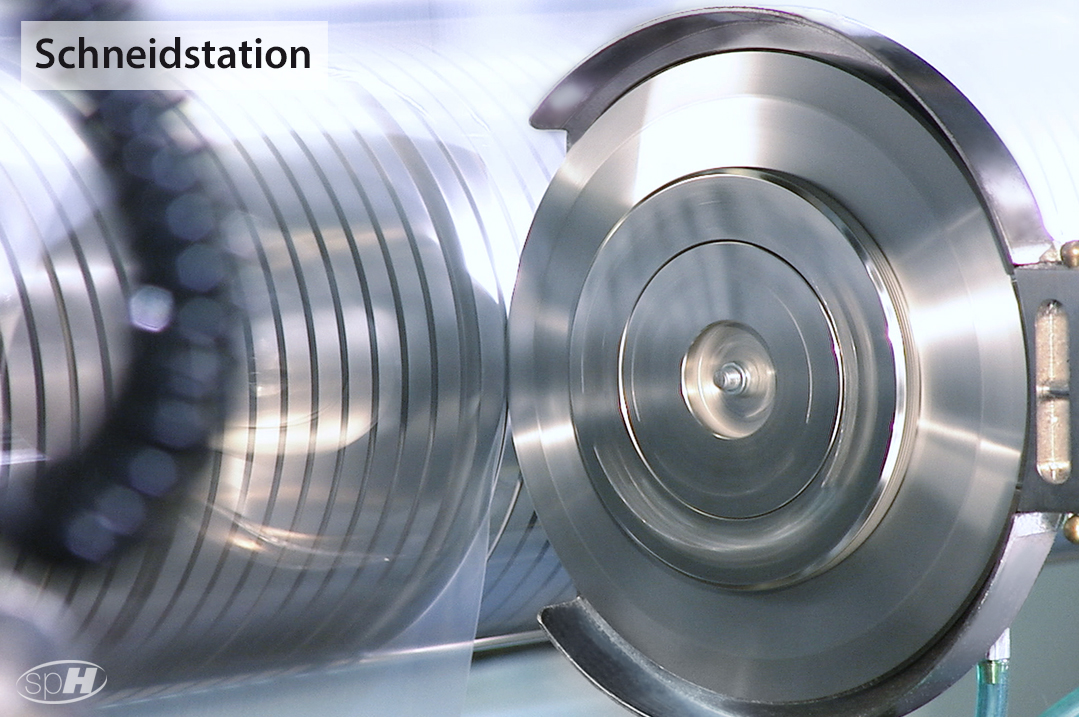


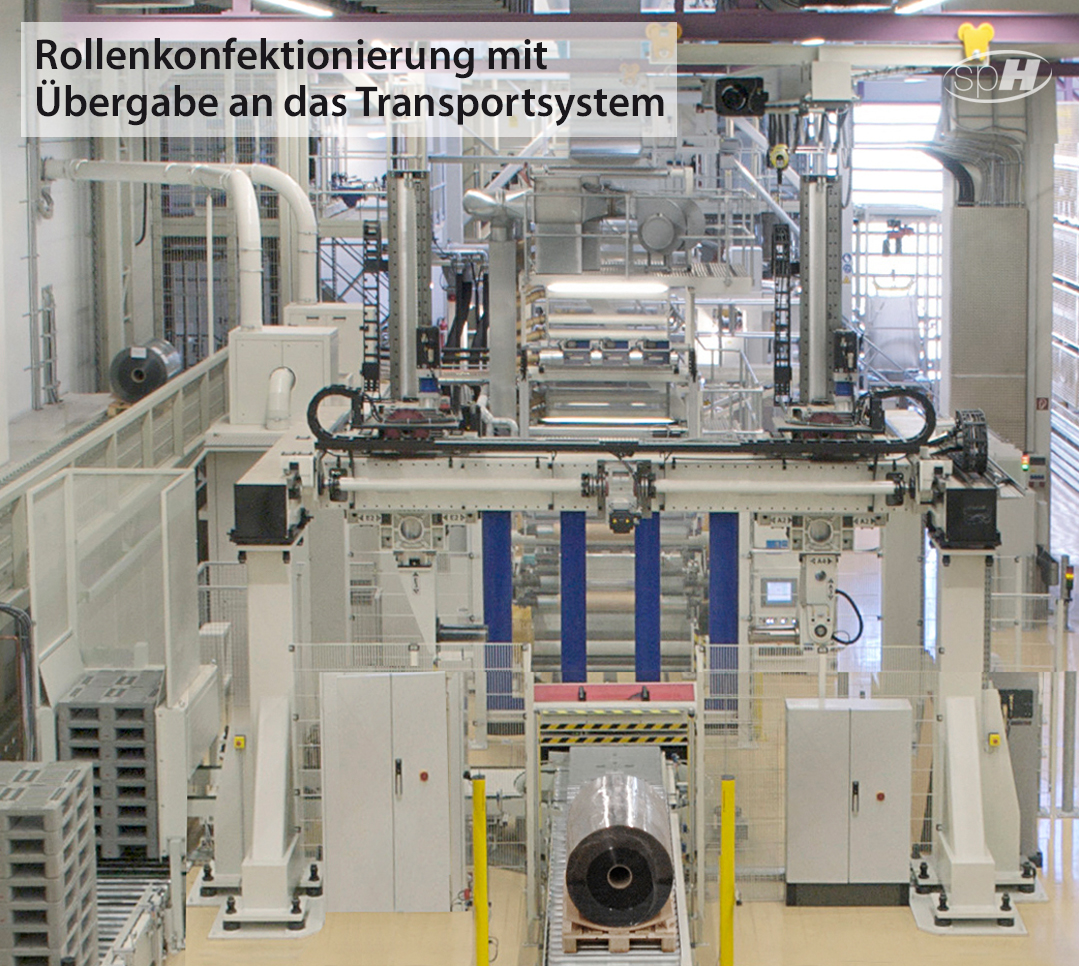



Die Schmelze wird nach dem Aufgießen auf die Kühlwalze stabilisiert. Die Folienstärke ergibt sich aus der Abzugsgeschwindigkeit und der Feinjustierung der automatischen Düsenregelung, die durch eine permanente Messung im weiteren Bahnverlauf gesteuert wird. Bis zur Konfektionierung durchläuft die PET-Folienbahn ein System zur Oberflächenbehandung / -beschichtung, eine Schneidstation, wird durch ein optisches Bahninspektionssystem überwacht und anschließend auf einer vollautomatischen Wende-/Wickelanlage aufgewickelt. Der angefallene Randbeschnitt wird inline gemahlen und in einem geschlossenen Kreislauf der Extrusion wieder zugeführt.