 English
English Deutsch
Deutsch Français
Français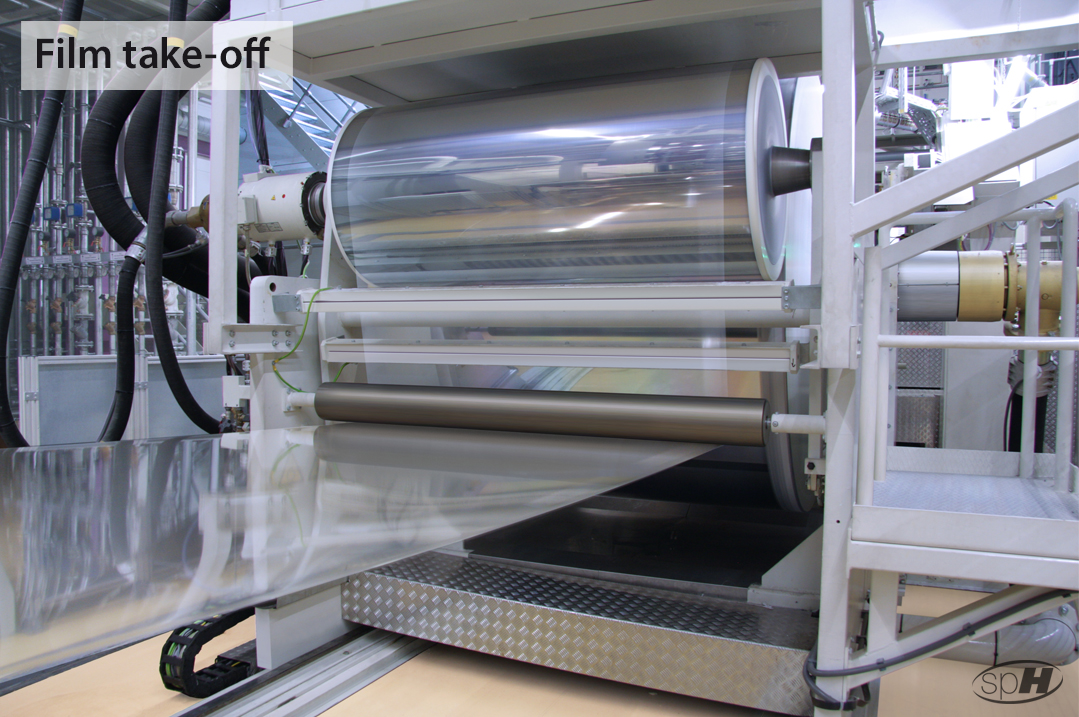
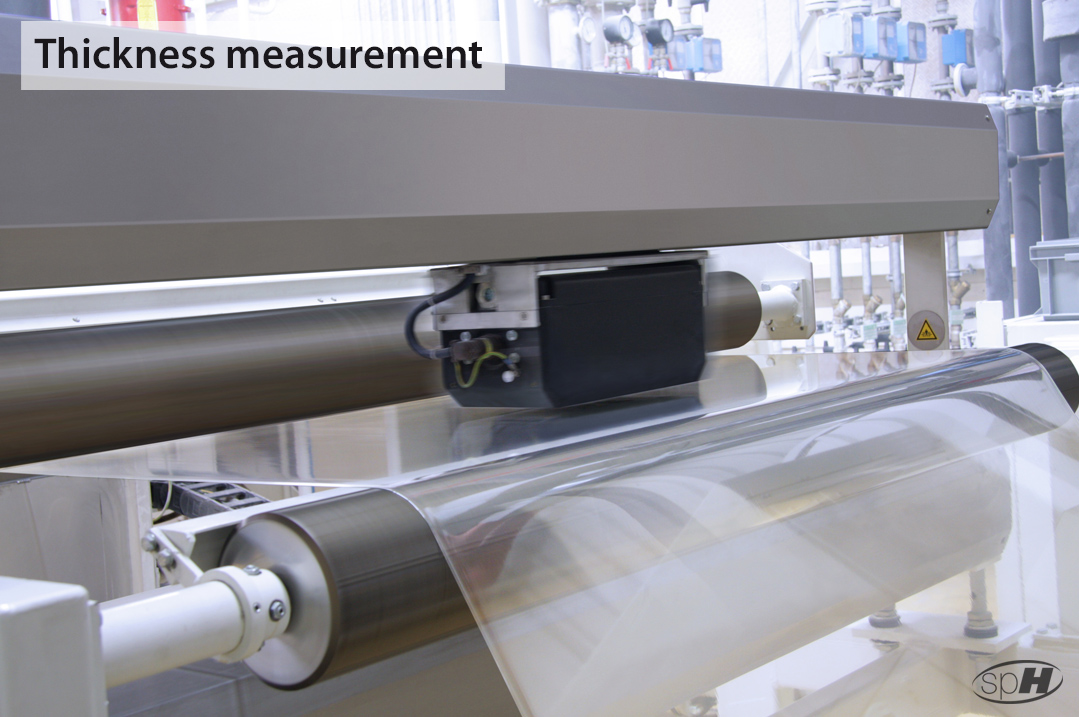
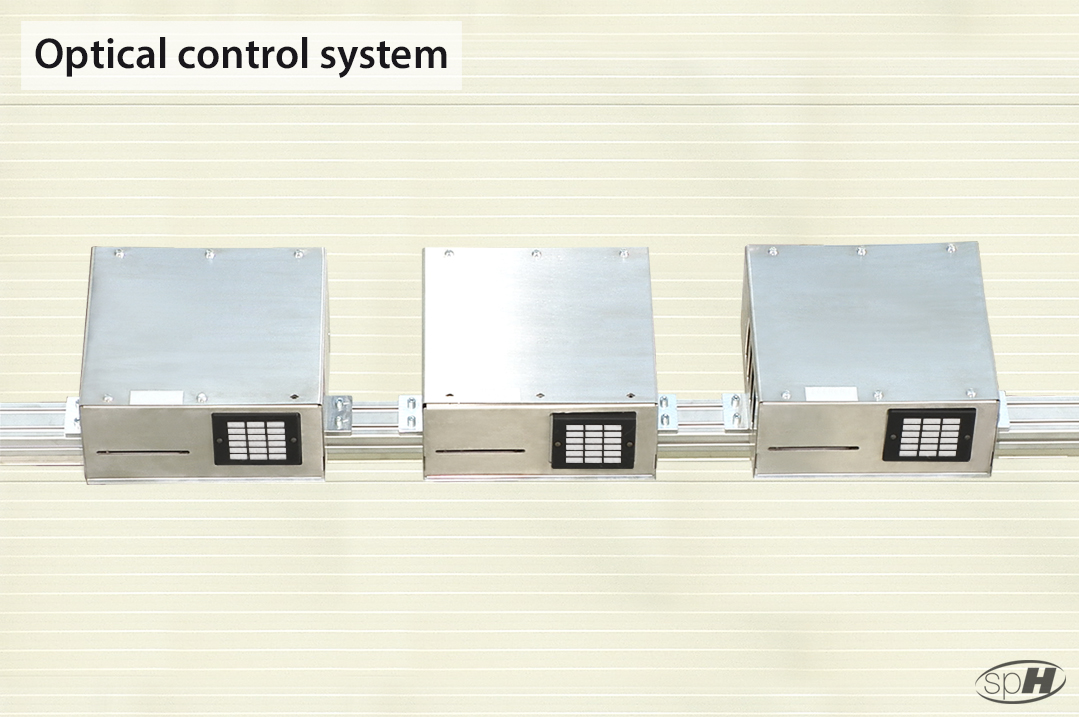
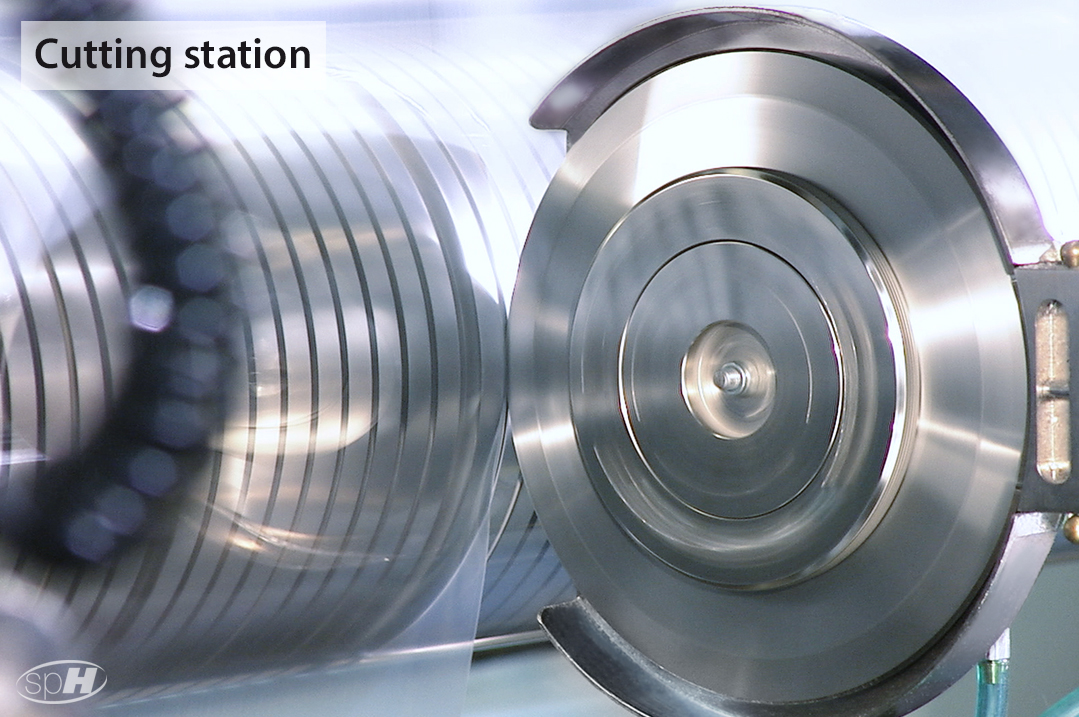
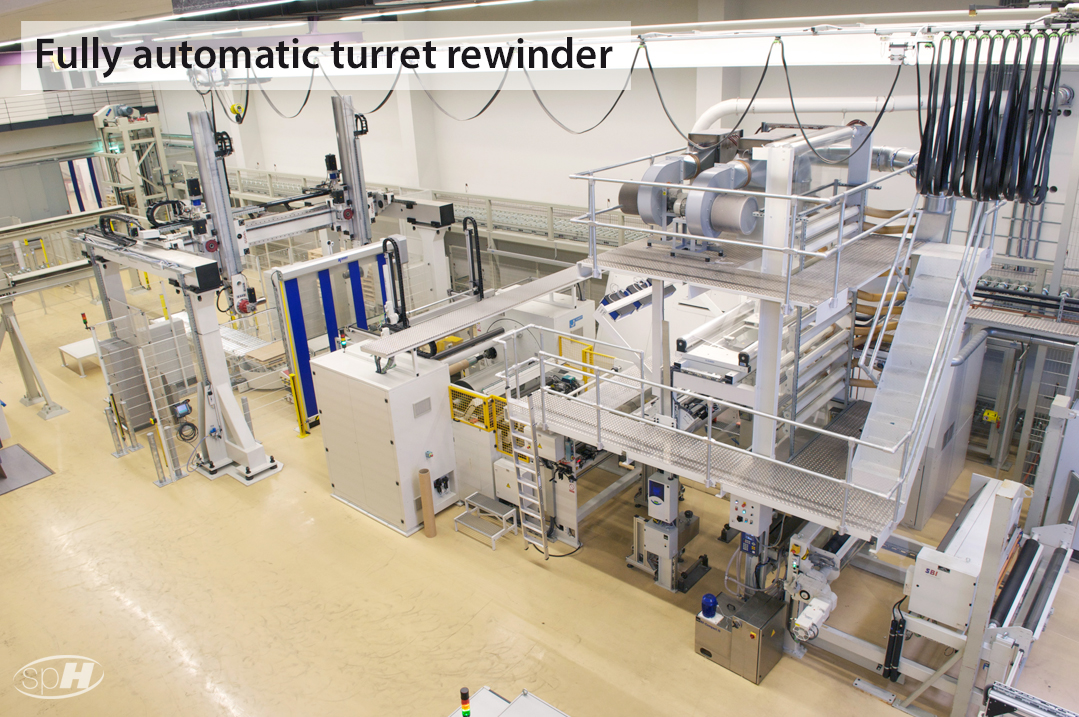
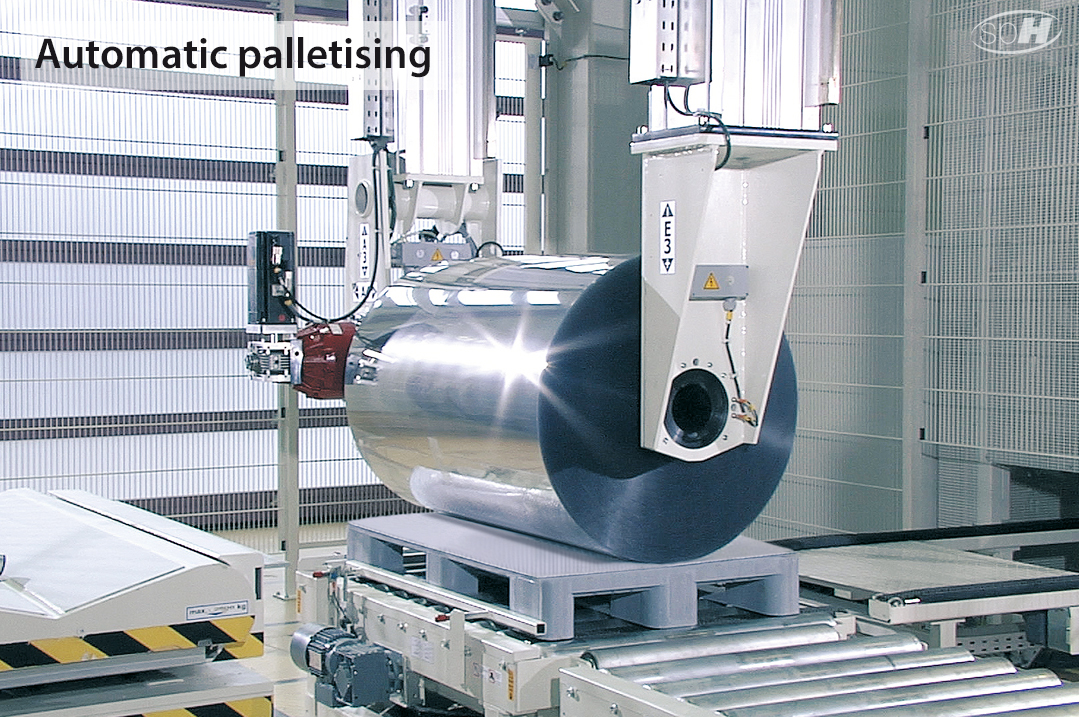
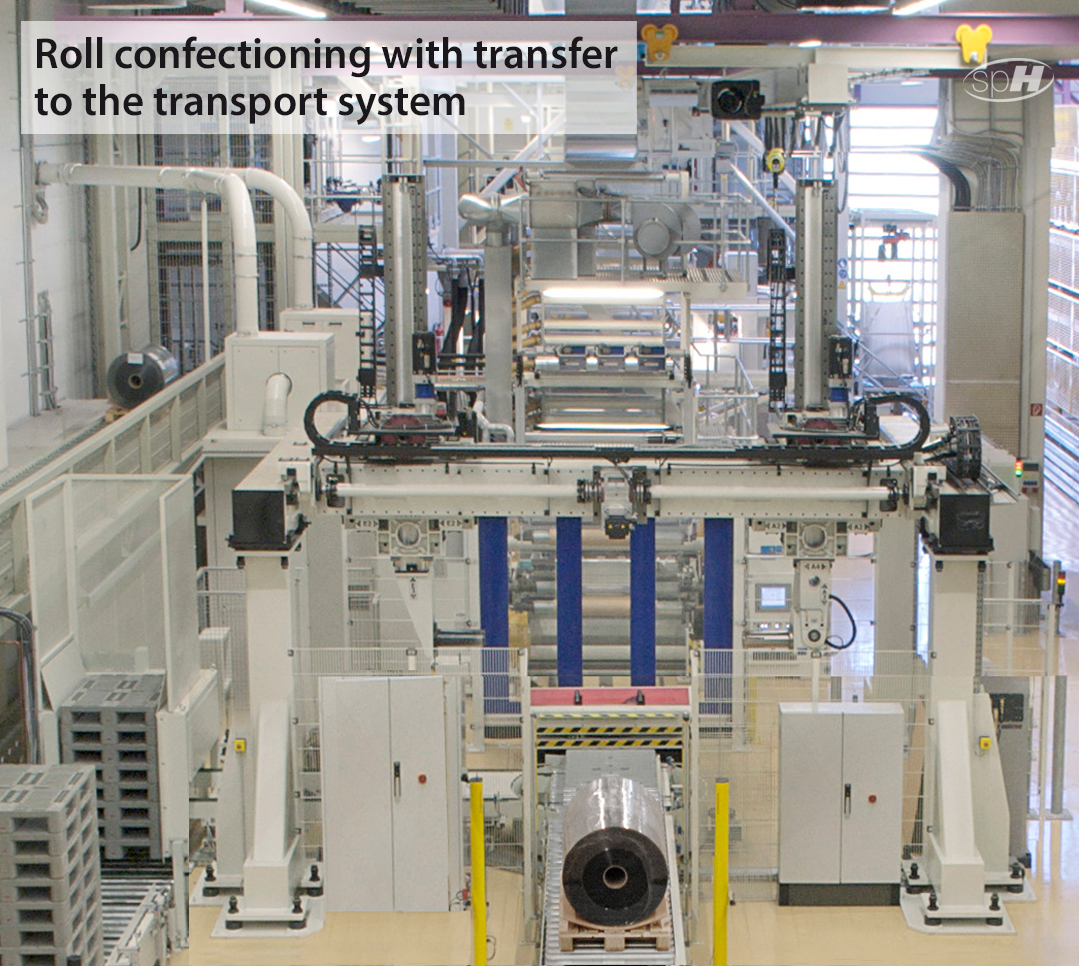



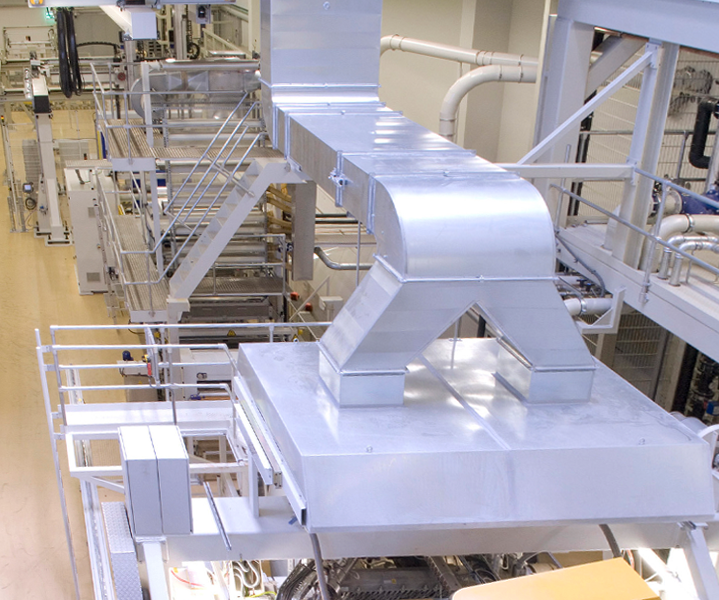
After pouring the melt onto the chill roll, it is stabilised as film whose thickness is the result of the take-off speed and of the vernier adjustment of the automatic die control which is regulated by a permanent measurement alongside the following web passage. Until being confectioned, the film web passes through a system for surface treatment and coating, a cutting station, is monitored by an optical web inspection system and subsequently wound up on a fully automatic turning and winding installation. The accrued edge trimmings are ground inline and fed again into the extrusion in a closed loop.